技术要求 我的送料平台是1个伺服加上一个步进电机,2台机器,一左一右,原理和动作一样。储物槽里面有感应器感应物料,料斗下面有个打开和吸合的气缸,员工工作台上面有按钮,是控制储物槽的气缸工作,按钮按下,储物槽打开,料下来,同时感应器感应没有料,给伺服工作信号,让他给料。 伺服负责往复工作,步进负责把料斗翻转 ,把料倒空,下面的储料槽里面有NPN对射感应器感应物料有没有;步进电机控制的翻转料斗里面也有感应器感应料斗有没有料,没有料不能送,把料给到步进翻转的料斗是上面的气缸打开,输出一个电磁阀,要有时间可调。 工作要求:正常打开电源,这时候1-2-3-4个料斗都没有料,开始从1送料,送完回来给2 送料,送完回来给3送料,送完回来给4送料 4个料斗送完,回到起始点等待 这个时候1-2-3-4任意工位感应器感应到没有料,如果这个时候料斗感应器感应到有料,开始给谁送,谁没有给谁送,这个不能按照顺序送,按照感应器的感应时间来控制先后顺序,也许这个时候是1-3—2-4,也许是3-1-4-2这样顺序,反正是乱的,谁先感应没有料给谁,不管前面谁感应器没有料,先后顺序 切记! 第一步是按照顺序送料,1—2—3---4个工位 第二步是4个感应器谁先感应器没有料给谁送,要有先后记忆 顺序,类似于电梯那种记忆功能
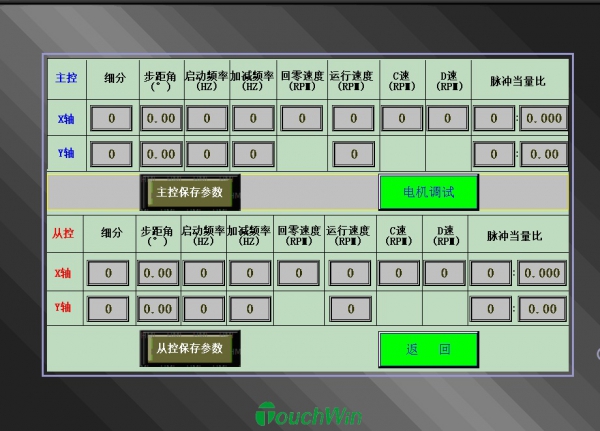
一台机器IO点,输入 4个按钮,4个感应器1个漏斗感应器 输出脉冲5个点,5个电磁阀, 设计方案:(一拖二的方式,2个控制器接线一样) 一、输入输出点分配:(所有开关为按下后自动弹回式,所有 感应开关为NPN常开型)。(输入L1-L13个,输出5个继电器) L1启动; L2暂停; L3急停; L4料斗是否有料感应开关;无料则输出有效信号出来; L5为1号是否有料感应开关;无料则输出有效信号出来; L6为2号是否有料感应开关;无料则输出有效信号出来; L7为3号是否有料感应开关;无料则输出有效信号出来; L8为4号是否有料感应开关;无料则输出有效信号出来; L9外接开关控制继电器Y12通断(对应1号位置卸料); L10外接开关控制继电器Y11通断(对应2号位置卸料); L11外接开关控制继电器Y10通断(对应3号位置卸料); L12外接开关控制继电器Y9通断(对应4号位置卸料)。 L13为X轴的原点反馈信号接入口; Y8继电器输出为料斗回到原点后,开启的阀门放料到料斗功能。 二、输出电机轴分配 X轴(CP1和DR1)为外接伺服电机,带动料斗运行; Y轴(CP2和DR2)外接步进电机,让料斗翻转运行。 三、 参数设定与判别思路 X轴运行4个位置(1-2-3-4)距离设定;Y轴翻转角度设定;X轴运行速度和回零速度设定;各电机轴基本参数设定。 四、接线注意(电源接线一定要注意) 2个开关电源,一个为24V\5V一体电源,这个5V接控制器的5V输入端,这个24V接触摸屏。还有一个单独的24V3A电源,这个电源接控制器的24V输入端;以及各接近开关(或光电开关);以及继电器外部控制的各路电磁阀。 其他各输入信号的接口安装接线图进行。


| 





 发表于 2014-12-20 14:14
|
发表于 2014-12-20 14:14
|